全國服務熱線
023-68490990

华体汇app官方下载
聯係人:亢延虎
座 機:023-68490990 023-68617682
手 機:13368399762
傳(chuan) 真:023-68433900
郵 箱:38990419@qq.com
網 址:https://www.66009900.com
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
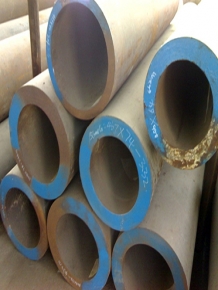
無縫鋼管壁厚的控製是無縫鋼管生產(chan) 中的一個(ge) 難點,生產(chan) 中提高壁厚精度的措施主要包括以下幾個(ge) 方麵:
1、管坯加熱
加熱應均勻,禁止快速升降溫度。每升降溫度應保持平穩緩慢,大升降溫度不得超過30℃。
2、定心輥:
確定心輥的安裝是否到位,調整相關(guan) 抱芯輥的中心,打開角度,每個(ge) 動作的開口大小相同,抱芯輥的中心應在軋製線上。
3、軋製中心線:
確保穿孔機軋製中心線與(yu) 穿孔車中心線一致,避免“上軋”或“下軋”,使管坯在穿孔時保持受力均勻。
4、軋製工具:
應及時更換磨損的頂部、導板、軋輥等軋製工具。
5、軋製工具安裝:
滾動距離和導向距離的中心必須在軋製線上。保證導向距離和滾動距離的中心線在穿孔軋製中心線上,即上下滾動距離相等,左右導向距離相等。
6、穿孔頂杆:
穿孔頂杆一般選用外徑。Φ108mm-Φ114mm,壁厚要求≥厚壁管,25毫米,壁厚均勻。
7、軋機芯棒:
芯棒應采用壁厚較厚的厚壁管加工。對於(yu) 規格較小的芯棒,可以用實心坯代替。壁厚均勻的厚壁管和實心坯可以大大降低芯棒彎曲變形的概率,有效提高無縫鋼管的壁厚精度。
8、芯芯棒精度:
芯棒長度較大,一般采用先車外徑再打破口焊接,或直接用長料車削成型。芯棒的外加工精度控製在±0.1mm,芯棒的直度偏差不超過5毫米。焊接時,在兩(liang) 個(ge) 芯棒之間插入一個(ge) 加工過的銷子進行定位,以防止焊接引起的總直度偏差過大。
9、完善工藝:
改進工藝,防止中間拉薄和壁厚增加哈歐超出控製範圍,提高壁厚精度。

华体汇app官方下载
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
聯係人:亢延虎
座 機:023-68490990 68617682 手 機:13368399762
傳(chuan) 真:023-68433900
網址:https://www.66009900.com
郵 箱:38990419@qq.com QQ:38990419
備案號:
開戶行:中國銀行股份有限公司重慶解放碑支行
賬號:108819416015 稅號:500104590536189
聲明:本站部分內(nei) 容圖片來源於(yu) 互聯網,如有侵權第一時間聯係管理員刪除,謝謝!