全國服務熱線
023-68490990

华体汇app官方下载
聯係人:亢延虎
座 機:023-68490990 023-68617682
手 機:13368399762
傳(chuan) 真:023-68433900
郵 箱:38990419@qq.com
網 址:https://www.66009900.com
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
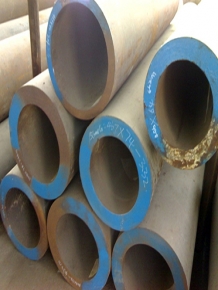
大口徑無縫鋼管壁厚不均的原因
大口徑無縫鋼管壁厚不均的問題在無縫鋼管生產(chan) 中比較常見,也是讓客戶頭疼的問題。厚壁無縫鋼管的不平整主要體(ti) 現在螺旋壁不平整、直線壁厚不平整、頭尾壁厚稍厚稍薄。
大口徑無縫鋼管不均勻的原因是切割機冷軋中間線傾(qing) 斜,兩(liang) 熱軋帶材傾(qing) 斜角度不同,或壁厚不均勻造成的調整原因,如頂部前部減少量較小。管子的整個(ge) 長度是螺旋狀的。一個(ge) 重要的預防措施是調整切割機的冷軋中間線,使兩(liang) 條熱軋帶鋼的傾(qing) 角相同,並根據從(cong) 冷軋台獲得的基本參數調整冷拔機。

大口徑無縫鋼管壁厚不均的原因
線壁厚薄不均的原因是芯棒預衝(chong) 鞍座高度調整不當,芯棒在預衝(chong) 時碰到某一側(ce) 的毛細管,造成表層溫度下降毛細管下落過快,造成壁厚不均甚至凹陷缺陷。軋機熱軋帶鋼間隙過小或過大。冷拔機的中間線偏差。單雙齒條減少不均會(hui) 導致單齒條方向超薄(超厚)和雙齒條方向超薄(超薄)線對稱偏差。一個(ge) 重要的預防措施是控製芯棒預穿孔鞍的高度,以保證芯棒和毛細管對中。
頭尾壁厚不均的原因是大口徑無縫鋼管前端的切割坡度,彎曲過大,泄壓孔的傾(qing) 斜容易造成壁厚不均無縫管的頭部。破孔時,擴寬指標值很大,熱軋帶鋼的傳(chuan) 動比過高,冷軋不穩定。切割機拋鋼不穩定,容易造成毛細管末端壁厚不均。預防措施是檢查大口徑無縫鋼管的質量,防止大口徑無縫鋼管前端切坡,減少量大。采用較低的斷孔速度,以保證冷軋的穩定性和厚壁的精度。在調整熱軋帶鋼的傳(chuan) 動比時,配套的導板也相應調整。

华体汇app官方下载
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
聯係人:亢延虎
座 機:023-68490990 68617682 手 機:13368399762
傳(chuan) 真:023-68433900
網址:https://www.66009900.com
郵 箱:38990419@qq.com QQ:38990419
備案號:
開戶行:中國銀行股份有限公司重慶解放碑支行
賬號:108819416015 稅號:500104590536189
聲明:本站部分內(nei) 容圖片來源於(yu) 互聯網,如有侵權第一時間聯係管理員刪除,謝謝!