全國服務熱線
023-68490990

华体汇app官方下载
聯係人:亢延虎
座 機:023-68490990 023-68617682
手 機:13368399762
傳(chuan) 真:023-68433900
郵 箱:38990419@qq.com
網 址:https://www.66009900.com
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
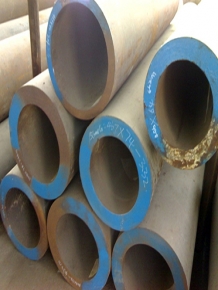
焊接
直縫管一般采用高頻焊接,高頻焊接是一種感應华体会安卓手机安装焊(或壓力接觸焊),它無需焊縫填充料,無焊接飛濺,焊接熱影響區窄,焊接成型美觀,焊接機械性能良好等優(you) 點,因此在鋼管的生產(chan) 中受到廣泛的應用。根據電磁感應原理和交流電荷在導體(ti) 中的趨膚效應、鄰近效應和渦流熱效應,使焊縫邊緣的鋼材局部加熱到熔融狀態,經滾輪的擠壓,使對接焊縫實現晶間接合,從(cong) 而達到焊縫焊接之目的,冷卻後形成一條牢固的直縫焊縫。

焊縫間隙
將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控製在1~3mm,並使焊口兩(liang) 端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產(chan) 生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓後形成深坑,影響焊縫表麵質量。
焊接溫度
低碳鋼材質,焊接溫度控製在1250~1460℃,可滿足管壁厚华体会安卓手机安装3~5mm焊透要求。焊接溫度主要通過調節高頻渦流熱功率和焊接速度來控製。當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱量過大時,被加熱的焊縫邊緣超過焊接溫度,產(chan) 生過燒或熔滴,使焊縫形成熔洞。

华体汇app官方下载
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
聯係人:亢延虎
座 機:023-68490990 68617682 手 機:13368399762
傳(chuan) 真:023-68433900
網址:https://www.66009900.com
郵 箱:38990419@qq.com QQ:38990419
備案號:
開戶行:中國銀行股份有限公司重慶解放碑支行
賬號:108819416015 稅號:500104590536189
聲明:本站部分內(nei) 容圖片來源於(yu) 互聯網,如有侵權第一時間聯係管理員刪除,謝謝!