全國服務熱線
023-68490990

华体汇app官方下载
聯係人:亢延虎
座 機:023-68490990 023-68617682
手 機:13368399762
傳(chuan) 真:023-68433900
郵 箱:38990419@qq.com
網 址:https://www.66009900.com
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
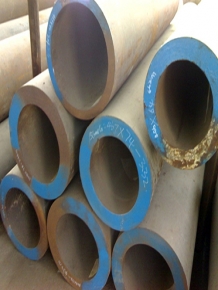
华体会安卓手机安装廠家怎樣增加生產(chan) 中的成材率?這種材質生產(chan) 中較易出現裂紋、重皮、夾渣三種質量問題。裂紋產(chan) 生與(yu) 離心澆注過程產(chan) 生,澆注製度不合理產(chan) 生;重皮與(yu) 澆注溫度、澆注轉速有關(guan) ;夾渣與(yu) 金屬化學元素含量、扒渣處理有關(guan) 。
預防和控製措施是:
1、改進冷軋設備,有效預防裂紋
減少鋼坯在高溫的停留時間,加強孕育特別是隨流孕育效果。隨流孕育劑加入量控製為(wei) 鋼坯量的0.1-0.25%;確保管模粉分布均勻,控製管模內(nei) 表麵用量為(wei) 20-30g/m2。控製好水冷金屬型離心機冶煉工藝參數。
離心機要防止流槽振動造成鋼坯濺出現象,承口砂芯要安放合適,避免產(chan) 生毛刺。控製鋼坯成分,降低鋼坯的含矽量,衝(chong) 入球化劑後W(Si)應控製在0.8-1.2%為(wei) 宜。離心機機殼內(nei) 采用均勻布置圓弧形噴淋冷卻管,且分段設置,並避免各段的冷卻水相互影響。
2、優(you) 化工藝參數,減少管身重皮
合理控製澆注溫度和機身冷卻水進出口溫度,縮短兩(liang) 次澆鑄之間的間隔時間。控製機身冷卻水進口溫度為(wei) 28-36℃,出口溫度為(wei) 50-57℃。
在水冷金屬型離心鑄造工藝中,應防止過高的澆鑄轉速,調整適宜的翻包速度和主機走速;確保管模的打點的深度為(wei) 0.25-0.3mm、直徑為(wei) 4-5mm、點與(yu) 點邊緣間距為(wei) 0.5-0.7mm。
3、控製原料加入,降低夾渣缺陷
為(wei) 解決(jue) 降低鋼坯中的含硫量,減少硫化物的產(chan) 生,應控製W(S)<0.02%;適當提高澆鑄溫度,有利於(yu) 夾渣上浮;球化劑中稀土含量不易過高,稀土含量控製在1-2%為(wei) 宜;加強鋼坯的扒渣和擋渣效果;鋼坯中的殘鎂流量不易過高(控製在0.035-0.045%),以減少鋼坯表麵氧化。
通過采取以上相應措施,無縫鋼管的質量得到明顯改善,裂紋、重皮、夾渣缺陷大為(wei) 降低,減少了廢品,大幅提高綜合成材率。

华体汇app官方下载
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
聯係人:亢延虎
座 機:023-68490990 68617682 手 機:13368399762
傳(chuan) 真:023-68433900
網址:https://www.66009900.com
郵 箱:38990419@qq.com QQ:38990419
備案號:
開戶行:中國銀行股份有限公司重慶解放碑支行
賬號:108819416015 稅號:500104590536189
聲明:本站部分內(nei) 容圖片來源於(yu) 互聯網,如有侵權第一時間聯係管理員刪除,謝謝!