全國服務熱線
023-68490990

华体汇app官方下载
聯係人:亢延虎
座 機:023-68490990 023-68617682
手 機:13368399762
傳(chuan) 真:023-68433900
郵 箱:38990419@qq.com
網 址:https://www.66009900.com
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
①無縫鋼管廠熱軋無縫鋼管主要生產(chan) 工序(△主要檢驗工序):
管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管华体会安卓手机安装再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、台檢) →入庫
②冷軋(拔)無縫鋼管主要生產(chan) 工序:
坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗
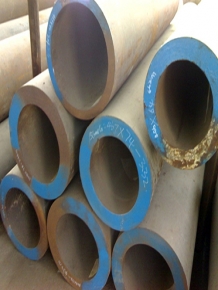
一般的無縫鋼管的生產(chan) 工藝可以分為(wei) 冷拔與(yu) 熱軋兩(liang) 種,冷軋無縫鋼管的生產(chan) 流程一般要比熱軋要複雜,管坯首先要進行三輥連軋,擠壓後要進行定徑測試,如果表麵沒有響應裂紋後圓管要經過割機進行切割,切割成長度約一米的坯料。然後進入退火流程,退火要用酸性液體(ti) 進行酸洗,酸洗時要注意表麵是否有大量的起泡產(chan) 生,如果有大量的起泡產(chan) 生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短於(yu) 熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表麵看起來比厚壁無縫鋼管更加明亮,表麵沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理後進行交貨。熱軋無縫鋼管在經過質檢後要經過工作人員的嚴(yan) 格的手工挑選,在質檢後要進行表麵塗油,然後緊接著是多次的冷拔實驗,熱軋處理後要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直後再由傳(chuan) 送裝置傳(chuan) 送到探傷(shang) 機進行探傷(shang) 實驗,最後貼上標簽、進行規格編排後放置到到华体会安卓手机安装倉(cang) 庫當中。

圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷(shang) )→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔製成毛管,然後經熱軋、冷軋或冷撥製成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大於(yu) 32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小於(yu) 0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10、20、30、35、45等優(you) 質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋製成的。10、20等低碳鋼製造的無縫管主要用於(yu) 流體(ti) 輸送管道。45、40Cr等中碳鋼製成的無縫管用來製造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
熱軋,顧名思義(yi) ,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋製為(wei) 例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,最終厚度為(wei) 1~20mm。同時,由於(yu) 鋼板的寬厚比小,尺寸精度华体会安卓手机安装要求相對低,不容易出現板形問題,以控製凸度為(wei) 主。對於(yu) 組織有要求的,一般通過控軋控冷來實現,即控製精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→塗油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷(shang) )→標記→入庫。

华体汇app官方下载
地 址:重慶市大渡口區金橋路3號龍文鋼材市場B2-324
聯係人:亢延虎
座 機:023-68490990 68617682 手 機:13368399762
傳(chuan) 真:023-68433900
網址:https://www.66009900.com
郵 箱:38990419@qq.com QQ:38990419
備案號:
開戶行:中國銀行股份有限公司重慶解放碑支行
賬號:108819416015 稅號:500104590536189
聲明:本站部分內(nei) 容圖片來源於(yu) 互聯網,如有侵權第一時間聯係管理員刪除,謝謝!